PLC手动或自动程序的编写

自动卷帘门控制示意图

1 自动卷帘门控制需求: 要求有手动和自动两种工作模式
就地控制:是指在设备附近或可观察到设备的地点来操作控制设备。
远程控制: 是在集中控制室或依靠视频监控来远程操作控制设备。注:就地和远程是通过多用转换开关来切换。
手动模式:通过控制箱的按钮进行操作;是人为通过操作来实现某一设备的动作,设备的每个动作都需要人为干预。
自动模式:由雷达感应开关进行控制;是按照一定的逻辑回路的逻辑或顺序关系,控制系统自动完成某一设备的动作。
2 卷帘门安装有两个行程限位开关,运行到开/关位置时,停止动作。
3 卷帘门安装一个光电感应开关,在车辆及人员未离开大门时,卷帘门不得落下。
4 在自动运行时,打开门后,若在10S内没有人员通过,自动关门。
5 卷帘门上安装有两个极限位置保护开关,到达极限位置后,停止动,并报警。
6 卷帘门控制箱安装一个急停开关,按下急停开关后,卷帘门紧急停止,无法操作。
在TIA博途软件中新建的变量表

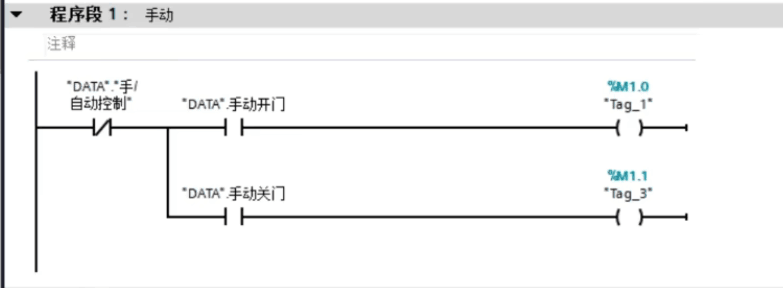
手动程序的编写
自动程序的编写

程序输出的编写

故障及报警的处理

1 该案例实质上就是正反转控制电路,在PLC内部逻辑互锁的基础上,还应实现外部的互锁,如接触器互锁,机械互锁等。
2 在设计程序时,各种自动的启动信号可命名用其常开接点,为正逻辑编程(用高电平表示逻辑1,用低电平表示逻辑0), 便 于理解;但带有保护的信号,如极限位置,急停等应使用常闭触点,在程序中为负逻辑(外面接常闭,PLC程序用常开)。

3 手动控制即人为操作模式,不受自动控制程序的影响,优先级高于自动控制;当自动程序出现异常或故障时,使用手动程序人为调整。
4 自动控制是按照既定的程序流程,分步骤动作,以完成一系列的自动任务,此外还应满足工艺流程的联锁,互锁等;自动程序的动信信号一般来自于行程开关,光电开关,由于设备工作频率高,工作时间长,这些自动开关容易发生故障, 这时应该提供报警及后备手动控制模式。
5 除自动和手动程序以外,通常还会有超过限位,设备发生故障,急停等等的限制,这些限制的优先级最高。
6 当设备因超过限位,设备发生故障等原因自动停止后,若故障信号自动消失,设备仍保持停止状态,直至人工复位或排除故障。
7 手动程序与自动程序要有严格的互锁,可通过外部转换开关及PLC内部触点互锁。
8 自动程序的编写较为复杂,最好使用FC进行分块,逻辑输出结果可先保存至M点,最后再将手动或自动逻辑结果传送到输出的程序段。
